



 2023-06-02
2023-06-02
在用金相显微镜来检验和分析材料的显微组织时,需将所分析的材料制备成一定尺寸的试样,并经磨制、抛光与腐蚀工序,才能进行材料的组织观察和研究工作。
金相样品的制备过程一般包括如下步骤:
取样、镶嵌、粗磨、细磨、抛光和腐蚀。分别叙述如下:
1.取样
(1)选取原则
应根据研究目的选取有代表性的部位和磨面,例如,在研究铸件组织时,由于偏析现象的存在,必须从表层到中心,同时取样观察,而对于轧制及锻造材料则应同时截取横向和纵向试样,以便分析表层的缺陷和非金属夹杂物的分布情况,对于一般的热处理零件,可取任一截面。
(2)取样尺寸
截取的试样尺寸,通常直径为12—15mm,高度和边长为12—15mm的圆柱形和方形,原则以便于手握为宜。
(3)截取方法
视材料性质而定,软的可用手锯或锯床切割,硬而脆的可用锤击,极硬的可用砂轮片或电脉冲切割。无论采取哪种方法,都不能使样品的温度过于升高而使组织变化。
2.镶嵌
当试样的尺寸太小或形状不规则时,如细小的金属丝、片、小块状或要进行边缘观察时,可将其镶嵌或夹持。见图所示。
(1)热镶嵌
用热凝树脂(如胶木粉等),在镶嵌机上进行。适应于在低温及不大的压力下组织不产生变化的材料。
(2)冷镶嵌
用树脂加固化剂(如环氧树脂和胺类固化剂等)进行,不需要设备,在模子里浇铸镶嵌。适应于不能加热及加压的材料。
(3)机械夹持
通常用螺丝将样品与钢板固定,样品之间可用金属垫片隔开,也适应于不能加热的材料。
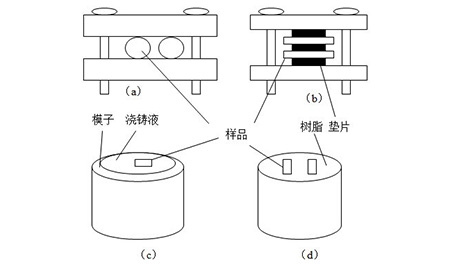
图:金相样品的镶嵌方法
(a)(b)机械夹持 (c)冷镶嵌 (d)热镶嵌
3.粗磨
取好样后,为了获得一个平整的表面,同时去掉取样时有组织变化的部分,在不影响观察的前提下,可将棱角磨平,并将观察面磨平,一定要将切割时的变形层磨掉。一般的钢铁材料常在砂轮机上磨制,压力不要过大,同时用水冷却,操作时要当心,防止手指等损伤。而较软的材料可用挫刀磨平。砂轮的选择,磨料粒度为40、46、54、60等号,数值越大越细,材料为白刚玉,棕刚玉、绿碳化硅、黑碳化硅等,代号分别为GB、GZ、GC、TH、或WA、A、TL、C,尺寸一般为外径×厚度×孔径=250×25×32,表面平整后,将样品及手用水冲洗干净。
4.细磨
以消除粗磨存在的磨痕,获得更为平整光滑的磨面,是在一套粒度不同的金相砂纸上由粗到细依次进行磨制,砂纸号数一般为120、280、01、03、05、或120、280、02、04、06号,粒度由粗到细,对于一般的材料(如碳钢样品)磨制方式为:
(1)手工磨制
将砂纸铺在玻璃板上,一手按住砂纸,一手拿样品在砂纸上单向推磨,用力要均匀,使整个磨面都磨到,更换砂纸时,要把手、样品、玻璃板等清理干净,并与上道磨痕方向垂直磨制,磨到前道磨痕完全消失时才能更换砂纸,见图10所示。也可用水砂纸进行手工湿磨,即在序号为240、300、600、1000的水砂纸上边冲水边磨制。

图10砂纸上磨制方法
(2)机械磨
在预磨机上铺上水砂纸进行磨制与手工湿磨方法相同。
5.抛光
目的是消除细磨留下的磨痕,获得光亮无痕的镜面。方法有机械抛光、电解抛光、化学抛光和复合抛光等,最常用的是机械抛光。
(1)机械抛光
是在专用的抛光机上进行抛光,靠极细的抛光粉和磨面间产生的相对磨削和滚压作用来消除磨痕的,分为粗抛光和细抛光两种。如图所示。

图:样品在抛光盘中心与边缘之间抛光
1)粗抛光
粗抛光一般是在抛光盘上铺以细帆布,抛光液通常为Cr2O3、Al2O3等粒度为1-5μ的粉末制成水的悬浮液,一般一升水加入5-10克,手握样品在专用的抛光机上进行。边抛光边加抛光液,一般的钢铁材料粗抛光可获得光亮的表面。
2)细抛光
是在抛光盘上铺以丝绒,丝绸等,用更细的Al2O3、Fe2O3粉制成水的悬浮液,与粗抛光的方法相同。样品磨面上磨痕变化见图所示。

图:样品磨面上磨痕变化示意图
(2)电解抛光
是利用阳极腐蚀法使样品表面光滑平整的方法,把磨光的样品浸入电解液中,样品作为阳极,阴极可用铝片或不锈钢片制成,接通电源,一般用直流电源,由于样品表面高低不平,在表面形成一层厚度不同的薄膜,凸起的部分膜薄,因而电阻小,电流密度大,金属溶解的速度快,而下凹的部分形成的膜厚,溶解的速度慢,使样品表面逐渐平坦,最后形成光滑表面。
电解抛光优点是只产生纯化学的溶解作用,无机械力的影响,所以能够显示金相组织的真实性,特别适应于有色金属及其它的硬度低、塑性大的金属。如铝合金、不锈钢等,缺点是对非金属夹杂物及偏析组织、塑料镶嵌的样品等不适应。
(3)化学抛光
是靠化学试剂对样品表面凹凸不平区域的选择性溶解作用消除磨痕的一种方法。化学抛光液,多数由酸或混合酸、过氧化氢、及蒸馏水组成,酸主要起化学溶解作用,过氧化氢提高金属表面的活性,蒸馏水为稀释剂。
化学抛光优点是操作简单,成本低,不需专门设备,抛光同时还兼有化学浸蚀作用。可直接观察。缺点是样品的平整度差,夹杂物易蚀掉,抛光液易失效,只适应于低、中倍观察。对于软金属如锌、铅等化学抛光比机械抛光、电解抛光效果更好。
6.腐蚀(浸蚀)
经过抛光的样品,在显微镜下观察时,除非金属夹杂物、石墨、裂纹及磨痕等能看到外,只能看到光亮的磨面。要看到组织必须进行腐蚀。腐蚀的方法有多种,如化学腐蚀、电解腐蚀、恒电位腐蚀等,最常用的是化学腐蚀法。下面分析化学腐蚀显示组织的基本过程。
(1)化学腐蚀法的原理
化学腐蚀的主要原理是利用浸蚀剂对样品表面引起的化学溶解作用或电化学作用(微电池作用)来显示组织。
(2)化学腐蚀的方式
化学腐蚀的方式取决于组织中组成相的性质和数量。纯粹的化学溶解是很少的。一般把纯金属和均匀的单相合金的腐蚀主要看作是化学溶解过程,两相或多相合金的腐蚀,主要是电化学溶解过程。
1)纯金属或单相合金的化学腐蚀
它是一个纯化学溶解过程,由于其晶界上原子排列紊乱,具有较高的能量,故易被腐蚀形成凹沟。同时由于每个晶粒排列位向不同,被腐蚀程度也不同,所以在明场下显示出明暗不同的晶粒。
2)两相合金的侵蚀
主要是一个电化学的的腐蚀过程。由于各组成相具有不同的电极电位,样品浸入腐蚀剂中,就在两相之间形成无数对微电池。具有负电位的一相成为阳极,被迅速溶入浸蚀剂中形成低凹,具有正电位的另一相成为阴极,在正常的电化学作用下不受浸蚀而保持原有平面。当光线照到凹凸不平的样品表面上时,由于各处对光线的反射程度不同,在显微镜下就看到各种的组织和组成相。
3)多相合金的腐蚀
一般而言,多相合金的腐蚀,同样也是一个电化学溶解的过程,其腐蚀原理与两相合金相同。但多相合金的组成相比较复杂,用一种腐蚀剂来显示多种相难于达到,只有采取选择腐蚀法等专门的方法才行。
(3)化学腐蚀剂
是用于显示材料组织而配制的特定的化学试剂,多数腐蚀剂是在实际的实验中总结归纳出来的。一般腐蚀剂是由酸、碱、盐以及酒精和水配制而成,钢铁材料最常用的化学腐蚀试剂是3—5%硝酸酒精溶液,各种材料的腐蚀剂可查阅有关手册。
(4)化学腐蚀方法
1)浸蚀法:将抛光好的样品放入腐蚀剂中,抛光面向上,或抛光面向下,浸入腐蚀剂中,不断观察表面颜色的变化,当样品表面略显灰暗时,即可取出,充分冲水冲酒精,再快速用吹风机充分吹干。
2)滴蚀法:是一手拿样品,表面向上,用滴管吸入腐蚀剂滴在样品表面,观察表面颜色的变化情况,当表面颜色变灰时,再过2—3秒即可充分冲水冲酒精,再快速用吹风机充分吹干。
3)摖蚀法:用沾有腐蚀剂的棉花轻轻地摖拭抛光面,同时观察表面颜色的变化,当样品表面略显灰暗时,即可取出,充分冲水冲酒精,再快速用吹风机充分吹干。
经过上述操作后,腐蚀完成,金相样品的制备即告结束,这时候要将手和样品的所有表面都完全干燥后,方可在显微镜下观察和分析金相样品的组织。

图:化学腐蚀方法
(a)浸蚀法 (b)滴蚀法 (c)摖蚀法
一般有浸蚀法、滴蚀法和摖蚀法。见图所示。
1)浸蚀法:将抛光好的样品放入腐蚀剂中,抛光面向上,或抛光面向下,浸入腐蚀剂中,不断观察表面颜色的变化,当样品表面略显灰暗时,即可取出,充分冲水冲酒精,再快速用吹风机充分吹干。
2)滴蚀法:是一手拿样品,表面向上,用滴管吸入腐蚀剂滴在样品表面,观察表面颜色的变化情况,当表面颜色变灰时,再过2—3秒即可充分冲水冲酒精,再快速用吹风机充分吹干。
3)摖蚀法:用沾有腐蚀剂的棉花轻轻地摖拭抛光面,同时观察表面颜色的变化,当样品表面略显灰暗时,即可取出,充分冲水冲酒精,再快速用吹风机充分干。
经过上述操作后,腐蚀完成,金相样品的制备即告结束,这时候要将手和样品的所有表面都完全干燥后,方可在显微镜下观察和分析金相样品的组织。

 沪公网安备31011802005507号
沪公网安备31011802005507号

TOP
 400 099 7576
400 099 7576


 新闻
新闻
 服务
服务
 资料库
资料库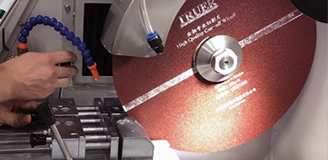





























 400 099 7576
400 099 7576
 400-099-7576
400-099-7576 021-34686739
021-34686739 021-34320902
021-34320902 13472638080 徐经理
13472638080 徐经理 中国 上海青浦 崧秋路299号3楼
中国 上海青浦 崧秋路299号3楼