



 2026-06-11
2026-06-11
金相砂纸的核心价值在于精准控制材料去除量,这直接取决于两个参数:
粒度阶梯:从粗磨到精抛需逐级过渡,跳号会导致划痕无法消除
磨料硬度:碳化硅(莫氏9.5)适合钢铁,氧化铝(莫氏9)更适合有色金属
实验室常见问题是过度依赖高目数砂纸(如直接上3000#),反而延长制样时间。实际应该根据材料硬度选择起始粒度:
铸铁/钢件:建议从P180开始
铝合金:建议从P320开始
钛合金:建议从P400开始
湿磨用的圆形带胶砂纸能减少粉尘污染,但要注意背胶耐水性。这类配置在连续作业中性价比更高:
结论:先确定材料硬度再选起始粒度,比盲目追求高目数更高效。
同样标号的金相砂纸,磨料类型直接影响试样变形层深度:
碳化硅砂纸:棱角尖锐,切削力强,适合高硬度材料快速去除
氧化铝砂纸:磨粒更圆钝,适合软金属的精细抛光
特殊场景下需要组合使用:
粗磨阶段用碳化硅快速平整
中磨阶段换氧化铝减少划痕
最终用金刚石抛光液实现镜面
误区警示:碳化硅砂纸用于铝材时,容易因切削过深产生"拖尾"现象。
| 材料类型 | 粗磨粒度 | 精抛粒度;过渡次数 |
|---|---|---|
| 铸铁/钢件 | P180 | P2500;5-6次 |
| 铝合金 | P320 | P4000;4-5次 |
| 钛合金 | P400 | P3000;6-7次 |
实际操作中还需配合抛光介质:
钢铁材料:建议用氧化铝抛光液+帆布抛光轮
精密合金:推荐金相抛光液+丝绒抛光布
关键点:每更换一次砂纸,试样旋转角度应调整90°以观察上一道次划痕是否完全去除。
使用金相显微镜观察时发现的异常划痕,往往源自设备参数不匹配:
转速过高:300rpm以上会加速砂纸钝化
压力过大:单点载荷超过2N/cm²易造成磨粒脱落
冷却不足:干磨时砂纸寿命降低40-60%
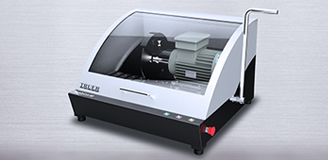
自动磨抛机的优势在于参数可控,比如这类设备能保持恒压恒速:
维护提示:砂纸实际有效工作时间约15-20分钟,超时使用会产生"假抛光"现象。
未拆封的金相砂纸保质期通常2年,但实际使用寿命受存储条件影响更大:
湿度控制:相对湿度>60%会导致背胶失效
避光要求:紫外线会降解树脂粘结剂
堆叠压力:竖放保存比平堆减少30%的磨粒脱落
配套的金相试样标记笔和夹具也能延长砂纸使用寿命:
操建议:每次使用前用毛刷清洁砂纸表面,可恢复15%以上的有效磨粒。
从材料硬度反推起始粒度,比凭经验选号更可靠。对于需要批量制样的场景,建议搭配金相镶嵌机标准化流程。记住:砂纸成本只占制备总成本的7%,但选错导致的返工可能占到63%。

 沪公网安备31011802005507号
沪公网安备31011802005507号

TOP
 400 099 7576
400 099 7576


 新闻
新闻
 服务
服务
 资料库
资料库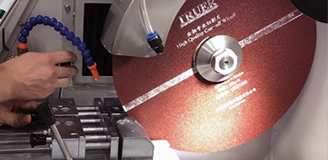





























 400 099 7576
400 099 7576
 400-099-7576
400-099-7576 021-34686739
021-34686739 021-34320902
021-34320902 13472638080 徐经理
13472638080 徐经理 中国 上海青浦 崧秋路299号3楼
中国 上海青浦 崧秋路299号3楼